Detailed Explanation on Outline and Process for Molding Method of CFRP
There are various molding methods for CFRP, including autoclave molding, RTM molding, press molding, SMC, sheet winding molding, pultrusion molding, and injection molding. The optimal molding method needs to be selected depending on the characteristics required for product, such as the type of resin, intermediate base material, shape, cost, quantity, and quality, so it is important to create a plan at the design stage that includes the molding method. In order to fully utilize the inherent properties of CFRP and maintain stable quality, it is necessary to fully understand the characteristics and processes of the molding method.
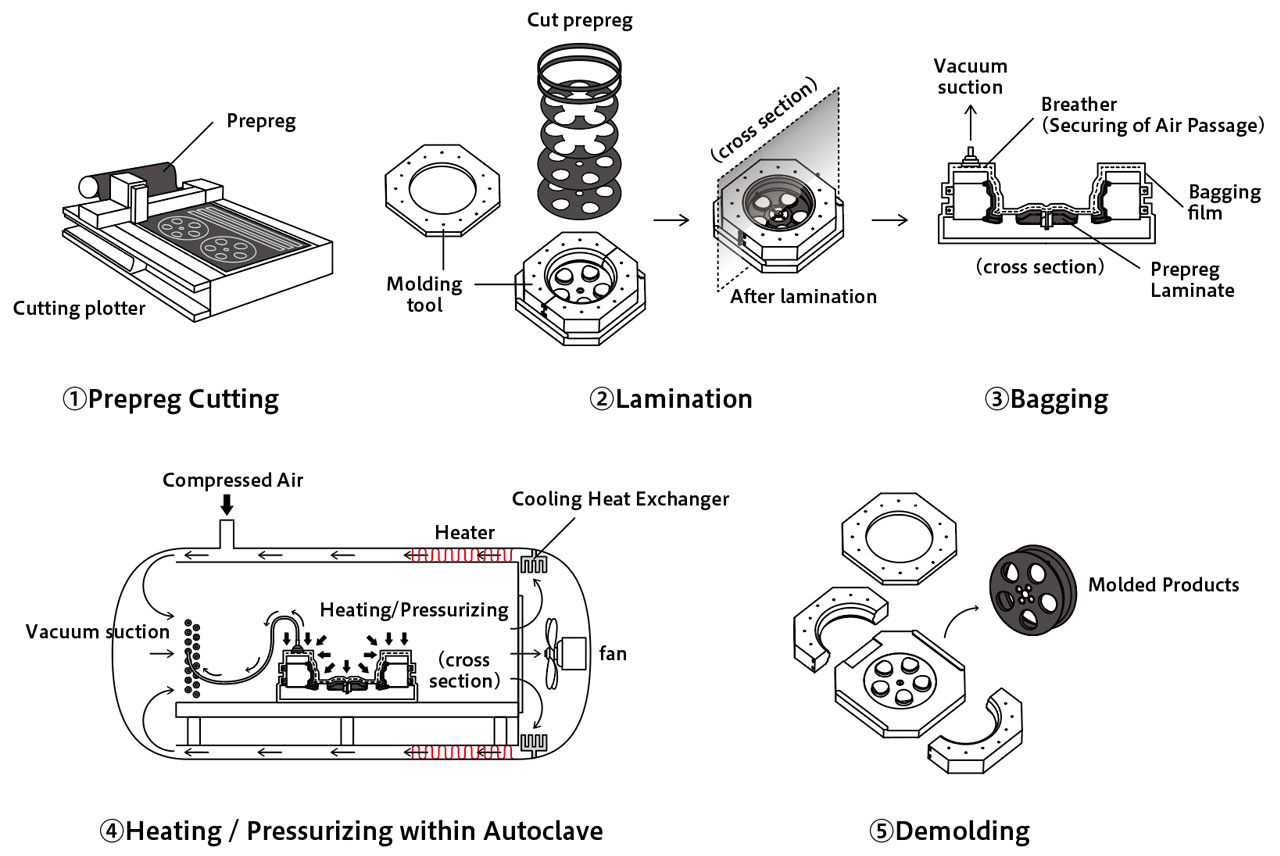
This molding method uses an autoclave (pressure vessel) to cure the resin by heating, pressurizing, and evacuating the sheet-like intermediate material called prepreg in which resin is impregnated into the carbon fiber that serves as the reinforcing material. Prepregs cut to a specified shape are laminated in the required number of sheets in the specified position/direction as designed. At the time, the key point is to avoid leaving any air between the layers. Therefore, by covering it with a film bag, suctioning out the air contained within, and creating a vacuum inside the film, the adhesion of the laminated prepreg to the mold is improved. After that, the molded product is heated and pressurized within the autoclave while continuing to be vacuumed, and by removing as many voids as possible from within the molded product, a high-quality molded product is obtained. The molding method with use of autoclave requires approximately 1 to 8 hours, including temperature rising/dropping, and is expensive in manufacturing cost, but it allows for a high degree of freedom in design such as materials and shapes, and is the method that make it easy to maximize the characteristics and performance of CFRP.
RTM (Resin Transfer Molding)
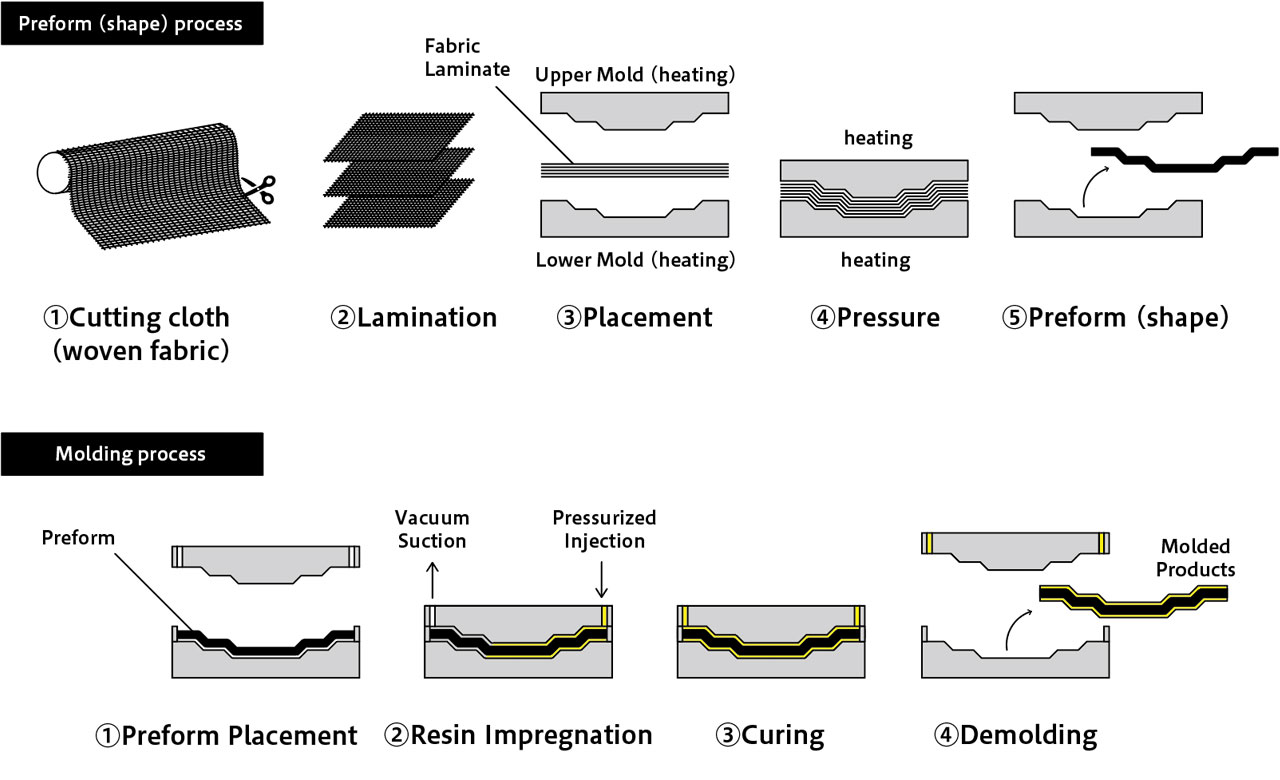
This molding method is the method in which a base material (intermediate base material such as fabric) of carbon fiber that serves as a reinforcing material is placed in a mold, and then resin is injected and allowed to cure. Carbon fiber fabric is cut to a specified shape and the required amount is arranged in the designed position and direction. This intermediate base material, called a preform, is pre-shaped into the product shape and placed inside a male and female mold. Resin and curer are then mixed and injected into the mold under high pressure. Resin is poured between the fibers to fill the mold, and then heated and cured to obtain a molded product. Compared to autoclave molded products using prepregs, the amount of resin used tends to be greater. Since it is easy to obtain relatively stable quality and molds are used, this molding method is suitable for mass production and is suited to medium-scale production volumes. It is adopted for relatively simple shapes, such as surface shapes (exterior panels etc. such as car hoods and roofs). In addition, there is VaRTM (vacuum assisted) molding, which is a type of RTM molding but uses a different method of injecting the resin.
VaRTM (Vacuum Assisted Resin Transfer Molding)
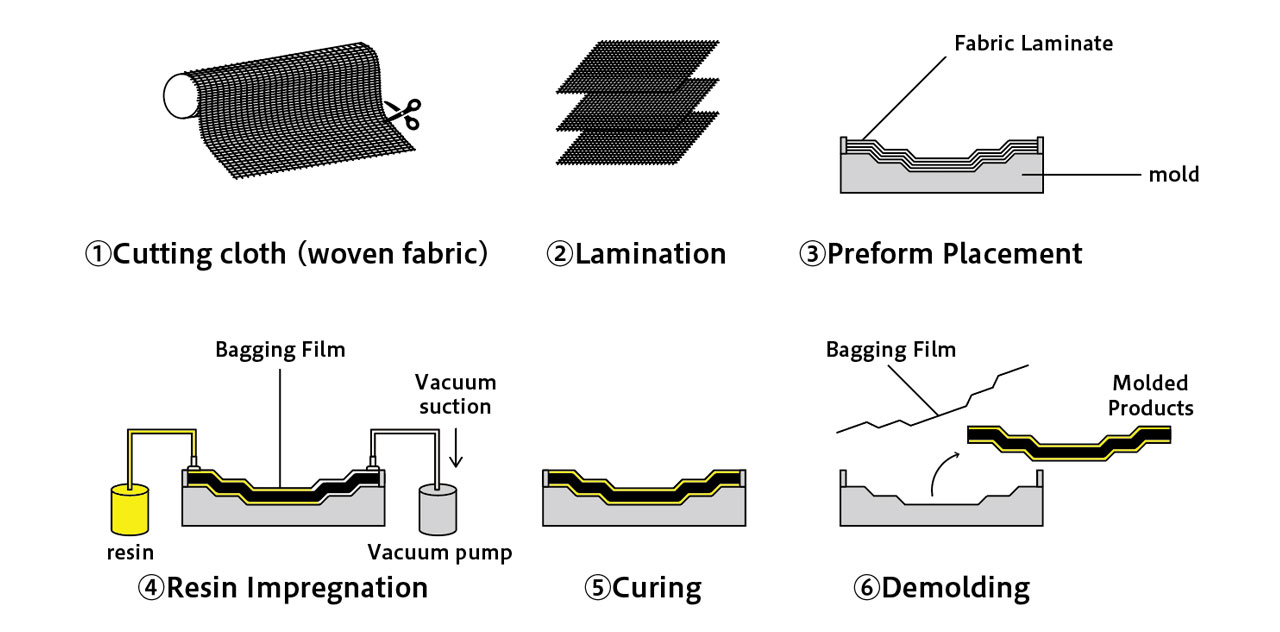
VaRTM (Vacuum assisted Resin Transfer Molding) is a molding method that uses only a lower mold without an upper mold, covers the top surface with a film bag, and impregnates the resin using the force of vacuum suction rather than pressure. By utilizing vacuum suction, it is possible to eliminate the upper mold and reduce the force applied to the mold, which has the advantage that it is possible to use molds made of resin or wood rather than metal, making the molds themselves less expensive. In addition, it makes it possible to shorten the production period for the mold. As a result, the mold is lighter and easier to handle. This is the reason why it can be applied to larger molded products than with the RTM method.
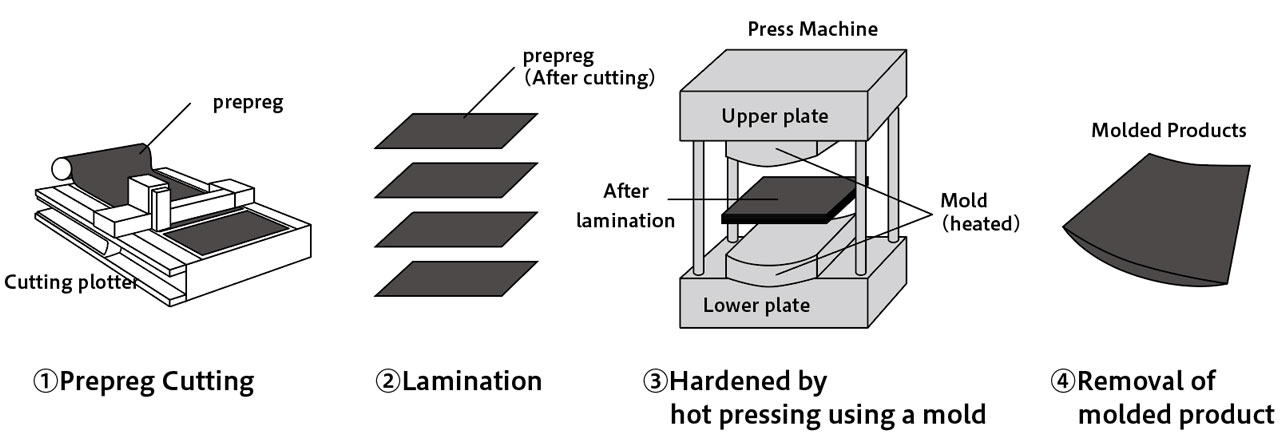
Press Molding
This molding method is the method in which intermediate materials, such as prepregs, SMC base materials, and BMC base materials, are placed into a preheated mold and cured while applying pressure with a press.
It is possible to obtain molded products with relatively high dimensional accuracy because a mold is used. In addition, since there is no need to conduct temperature rising/dropping during molding, the molding cycle can be shortened, compared with autoclave molding. However, since a press is used, there are often design restrictions on the shape of the molded product.
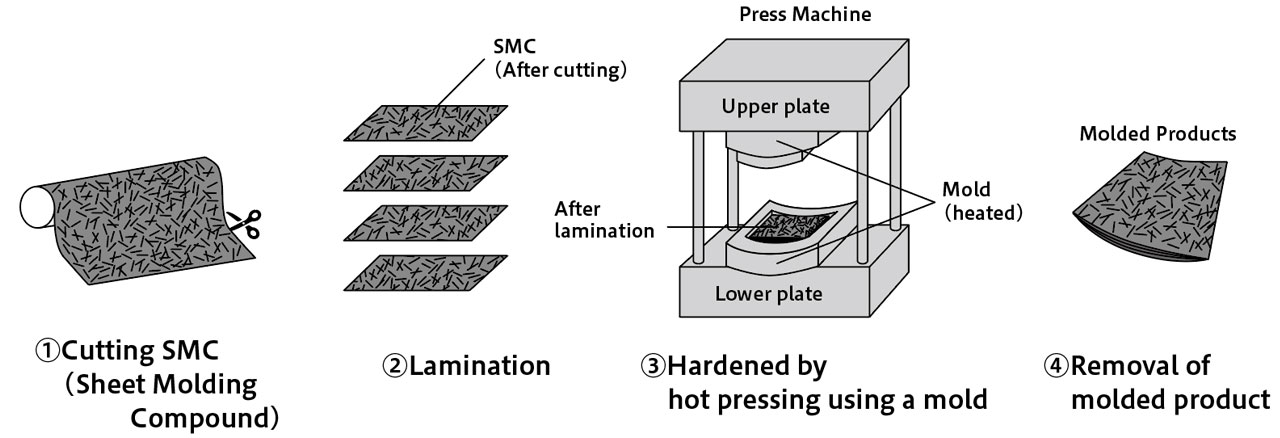
SMC (Sheet Molding Compound) Molding
SMC (Sheet Molding Compound) is a molding method in which SMC base material layered in sheet form is placed in a mold and pressure to flow with use of a press. SMC base material is a sheet-like intermediate base material made by cutting carbon fiber, which serves as a reinforcing material, into lengths of approximately 10 to 50 mm, impregnating it with a resin paste made by mixing resin, curer, and internal release agent and then further heating it to thicken it. SMC molding is the molding method in which the SMC sheet is cut, weighed, charged into a mold, and further pressurized and heated to cure it and obtain a molded product. The molding cycle is short, making it suitable for mass production. By allowing the base material to flow, it is possible to simultaneously mold ribs, bosses, inserts, and screws. However, the physical properties of rigidity and strength are lower, compared with other molding methods and the advantages of the carbon fiber, which serves as a reinforcing fiber, cannot be completely realized, because the reinforcing material is cut and used.
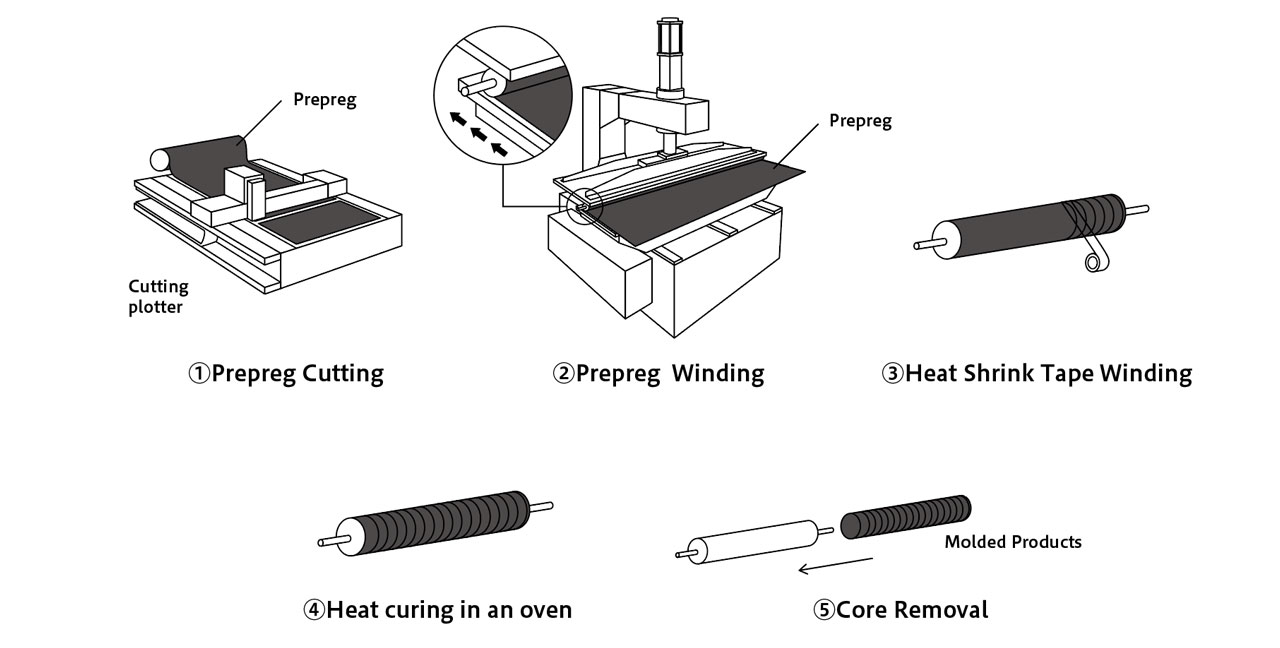
Sheet Winding Molding
This molding method is the method in which prepreg (a sheet-like intermediate material called prepreg in which resin is impregnated into carbon fiber which serves a reinforcing material) is wound around a core metal called a mandrel, further heat shrink tape is wound around it, and the mandrel is placed in an oven to heat/cure. This is a molding method that is suitable for creating pipe shapes with relatively thin walls, and is adopted for golf shafts, fishing rods, and other equipment. Prepregs are wound and layered in order according to the design of the type and fiber orientation, and this is one of SW molding's most specialized technologies. The prepreg is mainly wrapped at 0/90/45 degree directions, and by combining these, pipes with various characteristics can be created. Although the process is more complicated, by changing the mandrel, it is also possible to produce pipes with a variety of cross-sectional shapes.
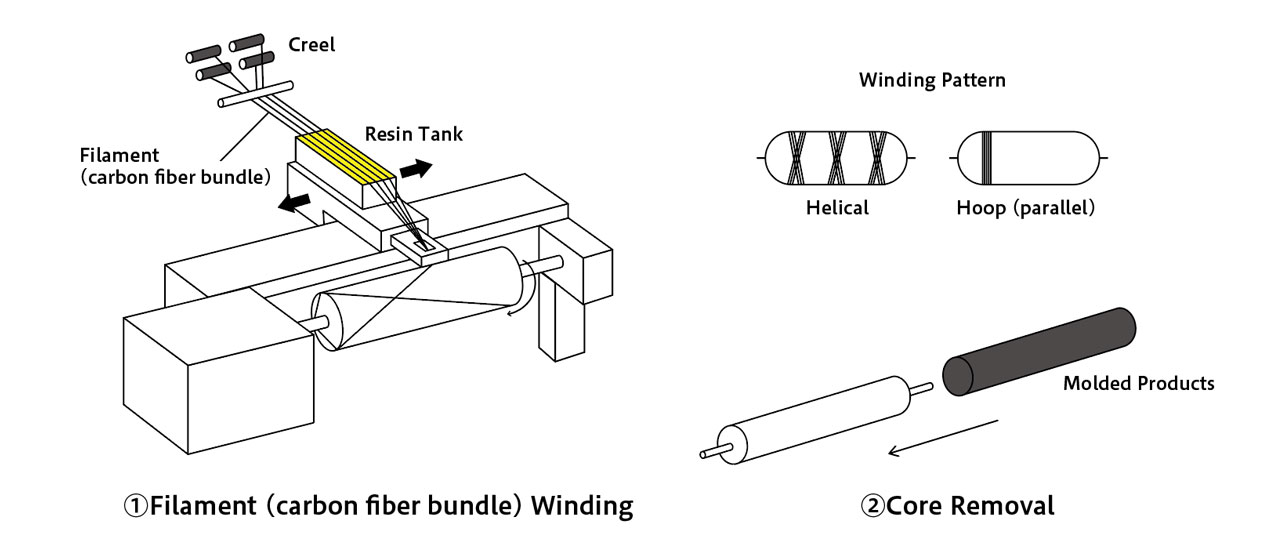
Filament Winding Molding
This molding method is the method in which carbon fiber bundles (tows) are aligned, passed through a resin tank to be impregnated with resin, and then continuously wound around a rotating mandrel (core metal) under tension at a specified angle, and then the mandrel is placed in an oven to heat/cure. There is the case where the mandrel is removed after curing or the case where the carbon fiber is wound directly around a metal container, such as a pressure vessel, and cured, and then used as is. It is suitable for molding pipe-shaped products, and since the fiber orientation can be easily controlled, it is possible to adjust the strength of the pipe in the axial and circumferential directions. In addition, the ability to use continuous reinforcing fibers makes it possible to obtain molded products with excellent mechanical properties.
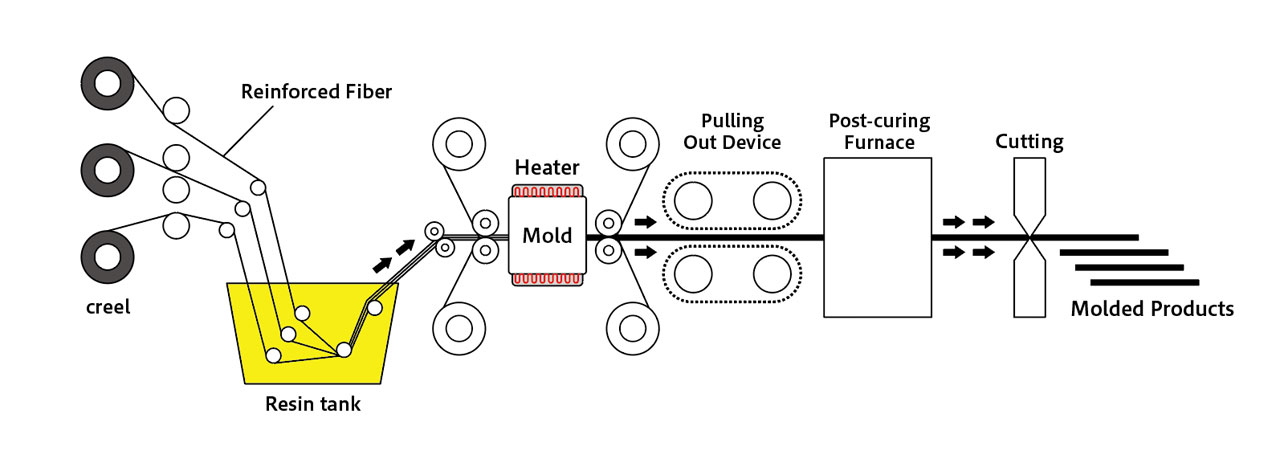
Continuous Pultrusion Molding
The carbon fiber bundle (tow) is pulled out from the bobbin at a slow speed (30-300 cm/min.), passed through a resin tank to impregnate it, and then pulled into a mold where it is heated (80°C to 160°C). It is pulled out while being continuously cured (30-300 seconds) as it passes through the mold. This is a molding method in which cutting with a cutter, etc. or winding up with a winding device while being pulled out, thereby molded products of a fixed length is continuously produced. It is used to mold objects with uniform cross-sectional shapes such as round bars and square pipes.
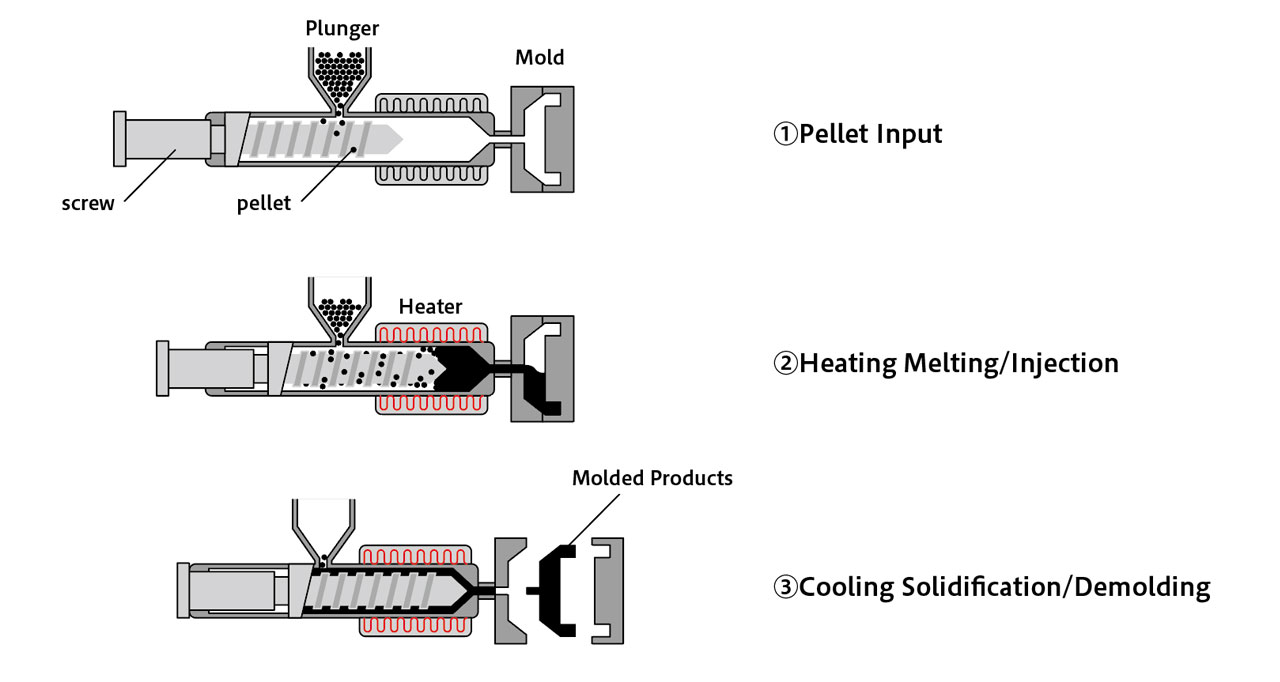
Injection Molding
This molding method is the method in which pellets made from a mixture of thermoplastic resin and carbon fibers cut short are heated and melted, then injected into a mold and cooled to cure. Pellets are placed inside a plunger, and a certain amount of the pellets are bitten in by the movement of the screw, heated and melted, and then injected (pushed) into the cavity of a mold to mold it. After it has cooled and cured inside the mold, the molded product is taken out. Because pellets are used, there is a high degree of freedom in molding, making it possible to create products with complex shapes, and the strength and rigidity are higher than general injection molded products made from a single resin. However, the strength and rigidity are significantly lower than those achieved by molding methods in which the carbon fibers remain long (autoclave molding, RTM molding). This molding method is suitable for mass-producing small parts and is used for automobile parts and industrial equipment parts, as well as for molding laptop computer cases.